
Servoj pri Fabrikado de Ladoj



Niaj Servoj pri Fabrikado de Laŭmendaj Ladoj
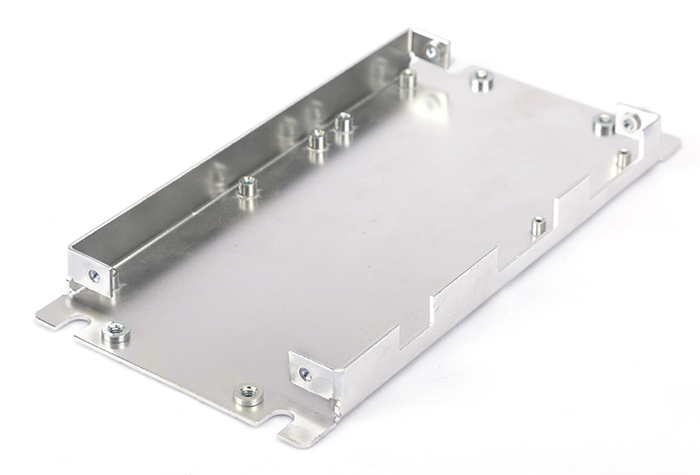
Lamenfabrikado estas la plej kostefika elekto por menditaj lamenpartoj kaj prototipoj kun unuforma murdikeco. GuanSheng provizas diversajn lamenkapablojn, de altkvalita tranĉado, truado kaj fleksado ĝis veldaj servoj.
Lasera Tranĉado
Lasera tranĉado uzas laseron por tranĉi la ladpecon. Alt-potenca lasero estas direktita sur la ladon kaj intensigita per lenso aŭ spegulo al koncentrita punkto. En la specifa apliko de ladfabrikado, la fokusa distanco de la lasero varias inter 1,5 kaj 3 coloj (38 ĝis 76 milimetroj), kaj la grandeco de la lasera punkto mezuras ĉirkaŭ 0,001 colojn (0,025 mm) en diametro.
Lasera tranĉado estas pli preciza kaj energiefika ol iuj aliaj tranĉprocezoj, sed ne povas tranĉi ĉiajn specojn de lado nek la plej altajn dikalojn.
Plasmo-tranĉado
Plasmoŝprucado uzas ŝprucon de varma plasmo por tranĉi tra la lado. La procezo, kiu implikas krei elektran kanalon de supervarmigita jonigita gaso, estas rapida kaj havas relative malaltan starigadan koston.
Dika lado (ĝis 0,25 coloj) estas ideala por la plasmotranĉa procezo, ĉar komputile kontrolitaj plasmotranĉiloj estas pli potencaj ol laseraj aŭ akvojetaj tranĉiloj. Fakte, multaj plasmotranĉmaŝinoj povas tranĉi tra laborpecoj ĝis 6 colojn (150 mm) dikajn. Tamen, la procezo estas malpli preciza ol lasera aŭ akvojeta tranĉado.
Stampado
Ladstampado ankaŭ konatas kiel premado kaj implikas meti platan lamenon en gazetaron. Ĉi tio estas altvolumena, malaltkosta kaj rapida procezo por produkti identajn partojn. Ladstampado ankaŭ povas esti farita kune kun aliaj metalformaj operacioj por facila fabrikado.
Fleksado
Ladfleksado estas uzata por krei V-formajn, U-formajn kaj kanalformajn kurbojn uzante maŝinon nomatan bremso. Plej multaj bremsoj povas fleksi ladon ĝis angulo de ĝis 120 gradoj, sed la maksimuma fleksforto dependas de faktoroj kiel metaldikeco kaj streĉrezisto.
Ĝenerale, lado devas komence esti trofleksita, ĉar ĝi parte resaltos reen al sia originala pozicio.





